








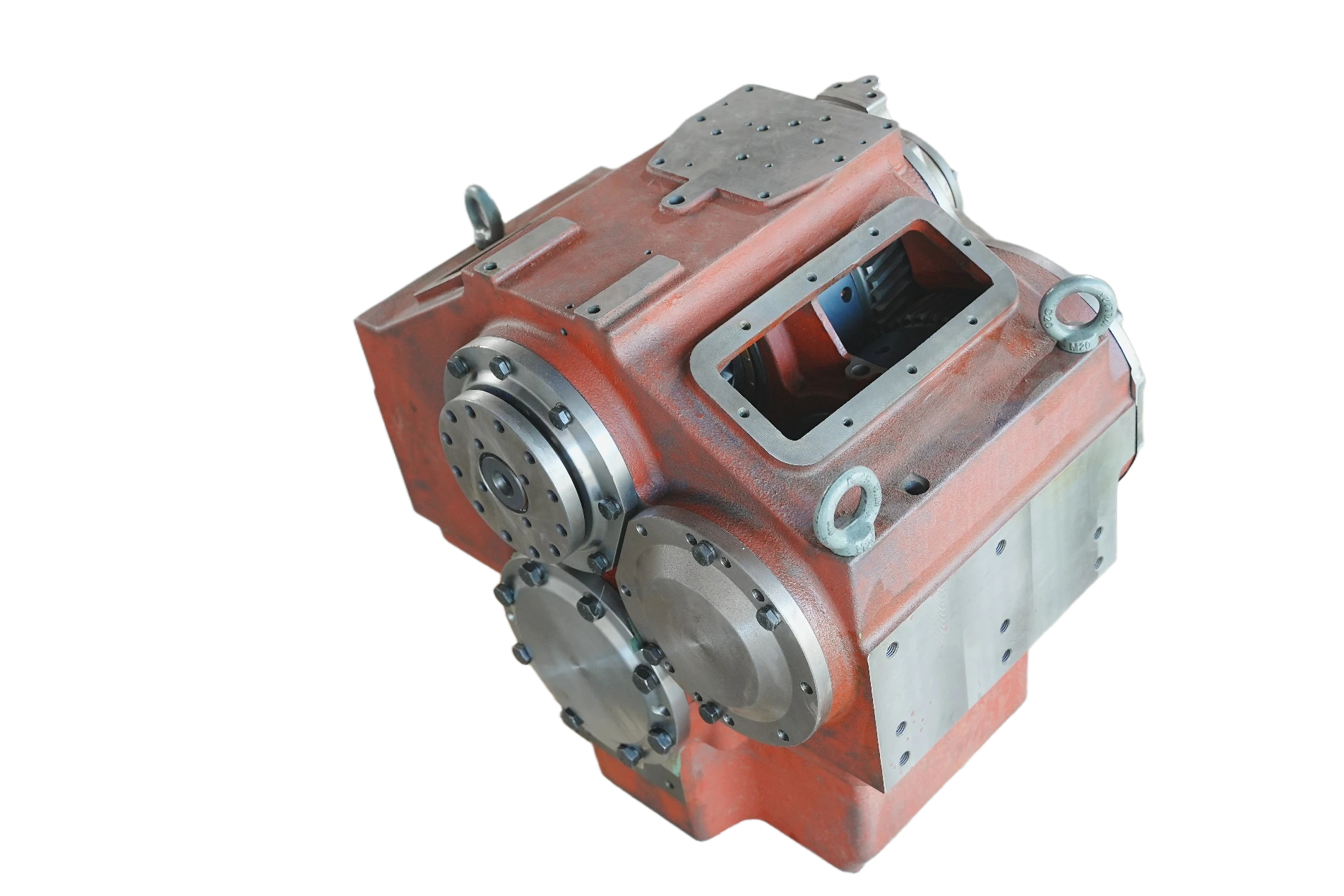
Upper And Lower Housing Of Marine Gearbox Upper And Lower Housing
Specification
| Item | Description | Parameters |
| 01 | Tooth profile accuracy | Grade 6 or higher ISO1328 or AGMA standard |
| 02 | Tooth direction accuracy | ≦0.01mm |
| 03 | Pitch accuracy | ±0.005mm |
| 04 | Surface roughness | Ra≤0.8μm |
| 05 | Module | 2-14 mm |
| 06 | Number of Teeth | as per gearbox ratio and design |
| 07 | Pressure Angle | 20° |
Features
Material
The gearbox housing for marine applications is typically made of the following materials:
- Cast Iron:
- HT250, HT300: High-strength gray cast iron, offering good casting performance, vibration damping, and wear resistance, suitable for small and medium-sized gearboxes.
- QT400-18, QT450-10: Ductile cast iron, providing higher strength and toughness, suitable for medium and large-sized gearboxes.
- Cast Steel:
-ZG230-450, ZG270-500: Cast steel material, high strength, suitable for bearing large loads and impact gearboxes.
- Aluminum Alloy:
Heat treatment
Heat treatment aims to improve the mechanical properties and durability of the housing. Common processes include:
- Annealing:
- Eliminates casting stress and improves organizational uniformity, suitable for cast iron and cast steel housings.
- Normalizing:
- Enhances the strength and hardness of cast steel housings and improves machinability.
- Aging Treatment:
- Suitable for aluminum alloy housings, eliminates internal stress, and improves dimensional stability.
- Surface Treatment:
- Shot blasting: Improves surface hardness and fatigue resistance.
- Phosphating: Enhances corrosion resistance and lubricity.
Processing
The machining processes directly affect the dimensional accuracy and assembly performance of the housing. The main steps include:
1. Casting:
- Sand casting or precision casting is used to ensure the shape and dimensions of the housing meet design requirements.
2. Rough Machining:
- Rough milling and boring of the casting blank to remove excess material and leave machining allowances.
3. Heat Treatment:
- Annealing, normalizing, or aging treatment is performed based on the material to eliminate internal stress and improve mechanical properties.
4. Semi-Finishing:
- Semi-finish machining of mounting surfaces and bearing holes to ensure dimensional and geometric tolerances.
5. Finishing:
- Precision milling and boring of critical areas (e.g., bearing holes, sealing surfaces) to ensure dimensional accuracy and surface roughness.
6. Surface Treatment:
- Shot peening, phosphating, or coating is applied to improve corrosion resistance and appearance.
7. Inspection:
FAQ