








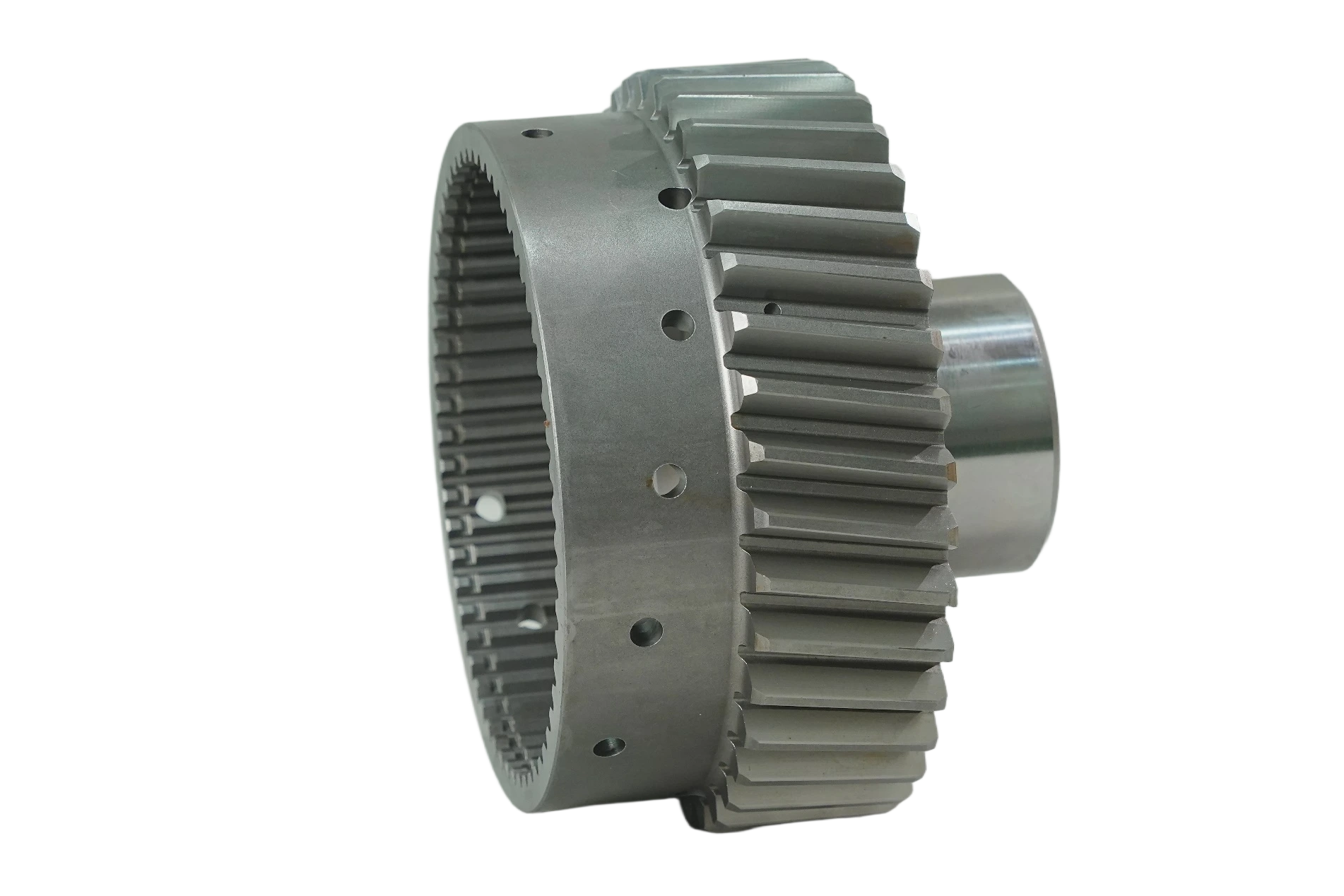
Clutch Housing Of Marine Gearbox Clutch Housing (Intermediate Gear)
Features
Material
The clutch housing (intermediate gear) usually made of high-strength alloy steel as follows:
-20CrMnTi : With good hardenability and toughness, suitable for bearing high loads and shocks.
-18Cr2Ni4WA: High strength and toughness, suitable for heavy duty and high-speed conditions.
Heat treatment
- Carburizing quenching: After carburizing the surface, quenching improves the surface hardness and wear resistance, while maintaining the toughness of the core. The depth of the carburizing layer is usually 0.8-1.2mm, and the surface hardness can reach HRC58-62 with core hardness HRC30-40.
-Tempering: tempering at low temperature after quenching to eliminate internal stress, improve toughness and prevent brittle fracture.
Processing
-Forging: Using precision forging to ensure material density and fiber flow, improve mechanical properties.
-Roughing: turning, milling and other preliminary forming, leaving a margin for finishing.
- Finishing: Use high-precision CNC machine tools for tooth profile machining to ensure tooth profile accuracy and surface finish.
-Gear grinding: Further improve tooth profile accuracy and surface quality through CNC grinding process to ensure smooth meshing and low noise.
Surface treatment
-Phosphating: Improve surface corrosion resistance and lubrication.